Arbetar hårt för kvalitet och kostnadsreduktion
Nissan spar 250 000 pund och får ner kassationerna till noll med Renishaws probsystem
 Nissananläggningen i Sunderland i England startade år 1986 och två dedikerade linjer för kamaxeltillverkning tillkom år 1991. Nissans fortlöpande utveckling av nya bilmodeller, och stora utbud av motoralternativ, innebar att man år 2001 antog en helt ny inställning med avseende på framtida produktionsbehov.
Nissananläggningen i Sunderland i England startade år 1986 och två dedikerade linjer för kamaxeltillverkning tillkom år 1991. Nissans fortlöpande utveckling av nya bilmodeller, och stora utbud av motoralternativ, innebar att man år 2001 antog en helt ny inställning med avseende på framtida produktionsbehov.
De nuvarande linjerna klarade inte den nya kamaxelgenerationens komplexitet, varför man initierade en process som ersatte de två dedikerade kamaxellinjerna med en flexibel linje.
Den nya linjen tar upp halva det golvutrymme som krävdes för de två ursprungliga samtidigt som produktionen är densamma. År 2002 användes den nya linjen för fjorton olika kamaxelvarianter - idag är de bara sex.
 Den ursprungliga offerten för en flexibel utrustning, som kunde klara de mycket stora skillnaderna, låg på 250 000 pund, varför man bestämde sig för en uppgradering av de fyra befintliga Okumasvarvarna, eftersom de dedikerade bearbetningsteknikerna redan producerade komponenter av god kvalitet.
Den ursprungliga offerten för en flexibel utrustning, som kunde klara de mycket stora skillnaderna, låg på 250 000 pund, varför man bestämde sig för en uppgradering av de fyra befintliga Okumasvarvarna, eftersom de dedikerade bearbetningsteknikerna redan producerade komponenter av god kvalitet.
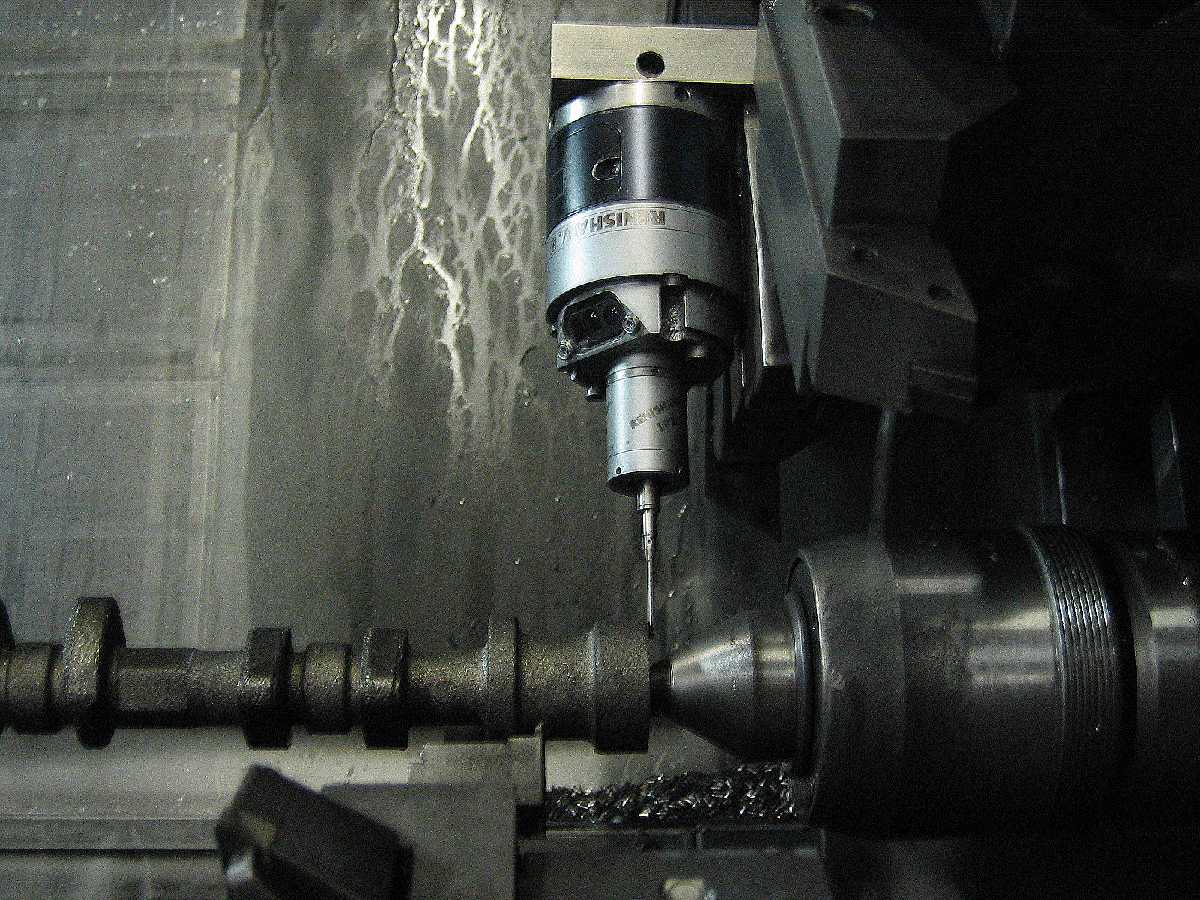
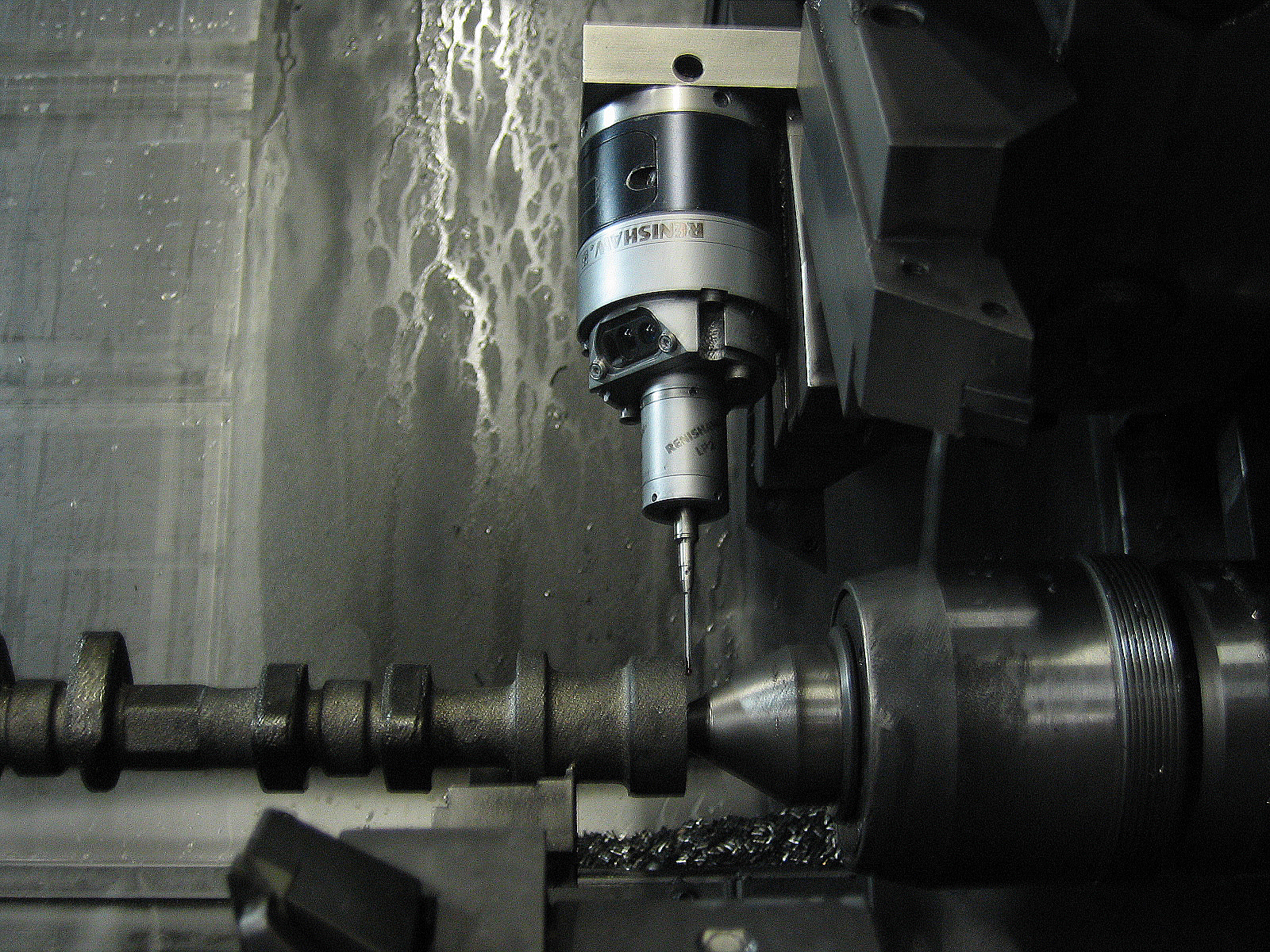
Ett Renishaw LTO2S-probsystem med revolvermonterad prob föreslogs för varje fleroperationsmaskin, som skulle använda sig av svarvarnas flexibilitet för att hantera de många olika varianterna, och man hamnade till slut på 20 000 pund för de fyra maskinerna
 Dessa gamla maskiner har fått ett förlängt liv eftersom de nu försetts med intelligens via proben och därför kan reagera på problem när de uppkommer. Det viktigaste framgångsområdena består av detaljuppsättning och provbesiktning efter maskinbearbetningen, där nya processer har haft en dramatisk inverkan på kassationsnivåerna. Nissan är glada åt att kunna konstatera att det aldrig förekommit att någon komponent kasserats på dessa maskiner, till följd av denna process – av sammanlagt 550 000 kamaxlar om året. Företaget närmar sig nu något av en milstolpe då man förmodligen kommer att ha tillverkat två miljoner felfria komponenter.
Dessa gamla maskiner har fått ett förlängt liv eftersom de nu försetts med intelligens via proben och därför kan reagera på problem när de uppkommer. Det viktigaste framgångsområdena består av detaljuppsättning och provbesiktning efter maskinbearbetningen, där nya processer har haft en dramatisk inverkan på kassationsnivåerna. Nissan är glada åt att kunna konstatera att det aldrig förekommit att någon komponent kasserats på dessa maskiner, till följd av denna process – av sammanlagt 550 000 kamaxlar om året. Företaget närmar sig nu något av en milstolpe då man förmodligen kommer att ha tillverkat två miljoner felfria komponenter.
Probanvändning blir standard
Varje CNC-svarv har ett permanent kopplat dokument som detaljerar användningen av mätsystemet med tillverkningsprocessen, som fungerar som en konstant referens för varje operatör. Dokumentet listar de fyra huvudorsakerna till att göra efterkontroller med Renishawproben:
- Upprätthålla en allmän kvalitet, dvs. mäta nyckelvärden med en bestämd frekvens (20 delar).
- Verktygsväxling. Svarvens verktygshanteringssystem avfrågas under varje cykel för att fastställa om det krävs en fullständig ändring eller en enstaka ändring. En fullständig verktygsväxling leder till mätning av alla geometrier, medan en enstaka verktygsväxling bara mäter den relativa funktion som det aktuella verktyget maskinbearbetar.
- Variantändring.
- Början på skiftet eller den första detaljen. Detaljräknarna på svarven övervakar varje cykel. Detta är särskilt viktigt när en kall maskin startas på söndagskvällen.
Med de dramatiska förbättringarna av Nissans tillverkningskapacitet, och integreringen av probning som standardpraxis, framstår nu varje initialt motstånd som ett avlägset minne.
Nissans Sunderlandanläggning och kamaxellinjen
Den stora Sunderlandanläggningen har de faciliteter som krävs för att tillverka och dessutom montera de flesta komponenter som behövs för Nissanbilarna, tillverkade antingen inom Nissan självt eller genom många olika oberoende leverantörer i omgivningen.
Hela artikeln
-
 Fallstudie: Arbetar hårt för kvalitet och kostnadsreduktion
Fallstudie: Arbetar hårt för kvalitet och kostnadsreduktion
Nissan spar 250 000 pund och får ner kassationerna till noll med Renishaws probsystem
[72kB]
Ladda ner redigerare
Bilder
-
 Nissan plant site aerial shot [gen]
Nissan plant site aerial shot [gen]
Nissan’s Sunderland plant – main suppliers are grouped on the periphery of the site so all parts are made in-situ
[119kB] -
 Nissan Micra [gen]
Nissan Micra [gen]
The Sunderland built Nissan Micra, all parts are manufactured and assembled in Sunderland
[51kB] -
 LTO LP2 probe [gen]
LTO LP2 probe [gen]
Renishaw LTO2S/LP2 probe system mounted on a twin turret CNC lathe – accurately locates the front face prior to machining, all in a cycle time of 90 seconds used in Nissan case study
[167kB] -
 Nissan Micra [gen]
Nissan Micra [gen]
nissan,micra,manufacturing
[512kB] -
 Nissan Primera [gen]
Nissan Primera [gen]
nissan,primera,manufacturing
[322kB] -
 Nissan Micra built in Sunderland [gen]
[563kB]
Nissan Micra built in Sunderland [gen]
[563kB]
-
 Nissan's Sunderland plant [gen]
[791kB]
Nissan's Sunderland plant [gen]
[791kB]
-
 Renishaw LTO2S/LP2 probe system [gen]
[2.5MB]
Renishaw LTO2S/LP2 probe system [gen]
[2.5MB]